


зваршчык высокачашчыннага індукцыйнага шва
Апісанне
Рашэнні для высокачашчынных індукцыйных швоў для зваркі труб
Што такое індукцыйная зварка?
 Пры індукцыйнай зварцы цяпло электрамагнітна індукуецца ў нарыхтоўцы. Хуткасць і дакладнасць індукцыйнай зваркі робіць яе ідэальнай для зваркі краёў труб і труб. У гэтым працэсе трубы на высокай хуткасці праходзяць праз індукцыйную катушку. Пры гэтым іх краю награваюцца, затым сціскаюцца разам, утвараючы падоўжны зварной шво. Індукцыйная зварка асабліва падыходзіць для вытворчасці вялікіх аб'ёмаў. Індукцыйныя зварачныя апараты таксама могуць быць абсталяваны кантактнымі галоўкамі, ператвараючы іх у зварачныя сістэмы падвойнага прызначэння.
Пры індукцыйнай зварцы цяпло электрамагнітна індукуецца ў нарыхтоўцы. Хуткасць і дакладнасць індукцыйнай зваркі робіць яе ідэальнай для зваркі краёў труб і труб. У гэтым працэсе трубы на высокай хуткасці праходзяць праз індукцыйную катушку. Пры гэтым іх краю награваюцца, затым сціскаюцца разам, утвараючы падоўжны зварной шво. Індукцыйная зварка асабліва падыходзіць для вытворчасці вялікіх аб'ёмаў. Індукцыйныя зварачныя апараты таксама могуць быць абсталяваны кантактнымі галоўкамі, ператвараючы іх у зварачныя сістэмы падвойнага прызначэння.
Якія перавагі індукцыйнай зваркі швом?
 Аўтаматызаваная індукцыйная падоўжная зварка - надзейны і высокапрадукцыйны працэс. Нізкае энергаспажыванне і высокая эфектыўнасць Сістэмы індукцыйнай зваркі HLQ паменшыць выдаткі. Іх кіравальнасць і паўтаральнасць зводзяць да мінімуму лом. Нашы сістэмы таксама гнуткія — аўтаматычнае ўзгадненне нагрузкі забяспечвае поўную выхадную магутнасць у шырокім дыяпазоне памераў трубак. І іх невялікая плошча дазваляе іх лёгка інтэграваць або мадэрнізаваць у вытворчыя лініі.
Аўтаматызаваная індукцыйная падоўжная зварка - надзейны і высокапрадукцыйны працэс. Нізкае энергаспажыванне і высокая эфектыўнасць Сістэмы індукцыйнай зваркі HLQ паменшыць выдаткі. Іх кіравальнасць і паўтаральнасць зводзяць да мінімуму лом. Нашы сістэмы таксама гнуткія — аўтаматычнае ўзгадненне нагрузкі забяспечвае поўную выхадную магутнасць у шырокім дыяпазоне памераў трубак. І іх невялікая плошча дазваляе іх лёгка інтэграваць або мадэрнізаваць у вытворчыя лініі.
Дзе выкарыстоўваецца індукцыйная шовная зварка?
Індукцыйная зварка выкарыстоўваецца ў трубаправоднай прамысловасці для падоўжнай зваркі нержавеючай сталі (магнітнай і немагнітнай), алюмінія, нізкавугляродзістай і высокатрывалай нізкалегіраванай сталі (HSLA) і многіх іншых токаправодных матэрыялаў.
 Высокачашчынная індукцыйная швовая зварка
Высокачашчынная індукцыйная швовая зварка
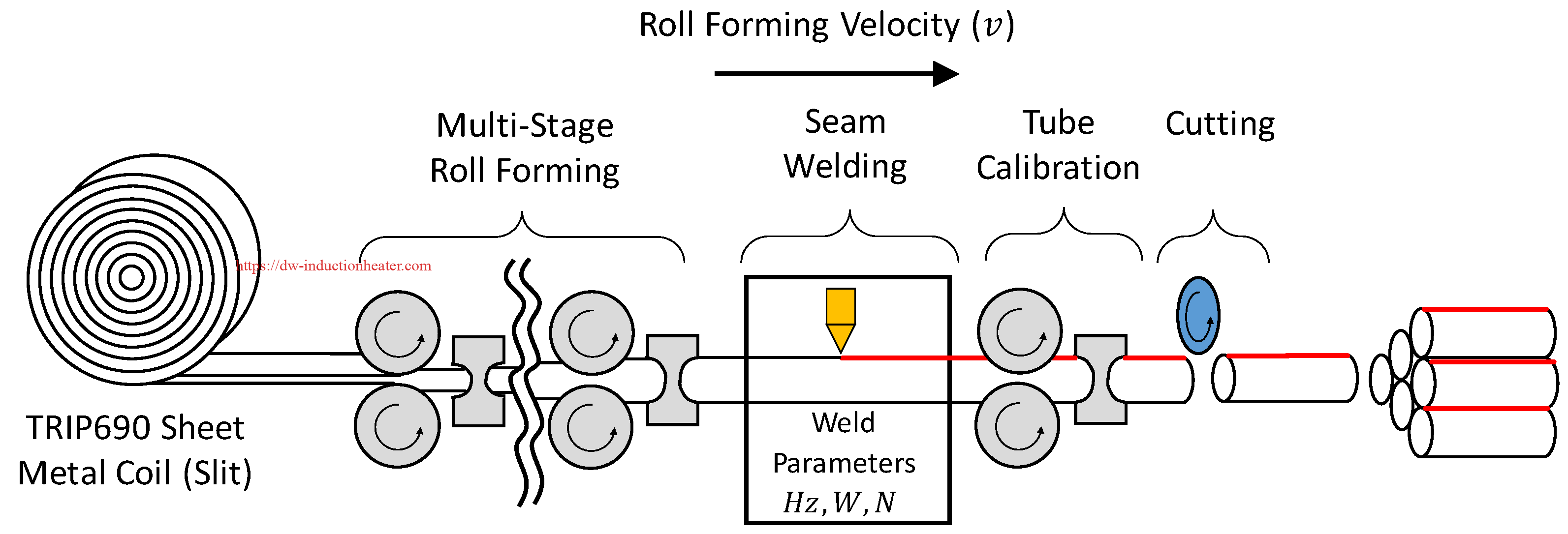
У працэсе зваркі высокачашчыннай індукцыйнай трубы высокачашчынны ток індукуецца ў трубе з адкрытым швом з дапамогай індукцыйнай шпулькі, размешчанай перад месцам зваркі (вышэй па плыні ад яе), як паказана на мал. 1-1. Калі яны праходзяць праз катушку, краю трубкі разыходзяцца адзін ад аднаго, утвараючы адкрыты вобраз, вяршыня якога знаходзіцца крыху наперадзе месца зваркі. Шпулька не датыкаецца з трубкай.
Мал. 1-1
Шпулька дзейнічае як першасная абмотка высокачашчыннага трансфарматара, а трубка з адкрытым швом - як аднавітковая другасная абмотка. Як і ў звычайных праграмах індукцыйнага нагрэву, шлях індукцыйнага току ў загатоўцы мае тэндэнцыю адпавядаць форме індукцыйнай шпулькі. Большая частка індукцыйнага току завяршае свой шлях вакол утворанай паласы, працякаючы па краях і збіраючыся вакол вяршыні клінаватага адтуліны ў паласе.
Шчыльнасць высокачашчыннага току самая высокая на краях каля вяршыні і на самой вяршыні. Адбываецца хуткі нагрэў, у выніку чаго краю, калі яны даходзяць да вяршыні, маюць тэмпературу зваркі. Прыціскныя валкі збліжаюць нагрэтыя краю, завяршаючы зварку.
Менавіта высокая частата зварачнага току з'яўляецца прычынай канцэнтраванага нагрэву ўздоўж краёў. У гэтага ёсць яшчэ адна перавага, а менавіта тое, што толькі вельмі малая частка агульнага току знаходзіць свой шлях вакол задняй часткі ўтворанай паласы. За выключэннем выпадкаў, калі дыяметр трубкі вельмі малы ў параўнанні з даўжынёй венца, ток аддае перавагу карыснаму шляху ўздоўж краёў трубкі, якія ўтвараюць вентылятар.
Прадукт: індукцыйная шовная зварка
| Цвёрдацельны (MOSFET) высокачашчынны індукцыйны швозварачны апарат для труб | ||||||
| мадэль | ГПВП-60 | ГПВП-100 | ГПВП-150 | ГПВП-200 | ГПВП-250 | ГПВП-300 |
| Падводзіцца магутнасць | 60KW | 100KW | 150KW | 200KW | 250KW | 300KW |
| уваходнае напружанне | 3 фазы, 380/400/480В | |||||
| Напружанне пастаяннага току | 0-250V | |||||
| ток DC | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| Частата | 200-500KHz | |||||
| Выніковая эфектыўнасць | 85%-95% | |||||
| Каэфіцыент магутнасці | Поўная загрузка >0.88 | |||||
| Ціск вады астуджэння | >0.3 МПа | |||||
| Астуджэнне патоку вады | > 60л / мін | > 83л / мін | > 114л / мін | > 114л / мін | > 160л / мін | > 160л / мін |
| Тэмпература вады на ўваходзе | <35 ° C | |||||
 Тэхнічныя характарыстыкі:
Тэхнічныя характарыстыкі:
Сапраўдная тэхналогія рэгулявання магутнасці цалкам цвёрдацельнага IGBT і рэгулявання току з выкарыстаннем унікальнага высокачашчыннага здрабнення IGBT з мяккім пераключэннем і аморфнай фільтрацыі для рэгулявання магутнасці, высакахуткаснага і дакладнага кіравання інвертарам IGBT з мяккім пераключэннем для дасягнення 100-800 кГц/ 3 -300KW прымяненне прадукту.
- Імпартныя магутныя рэзанансныя кандэнсатары выкарыстоўваюцца для атрымання стабільнай рэзананснай частаты, эфектыўнага паляпшэння якасці прадукцыі і забеспячэння стабільнасці працэсу зваркі труб.
- Заменіце традыцыйную тэхналогію рэгулявання магутнасці тырыстара на тэхналогію рэгулявання магутнасці высокачашчыннага здрабнення, каб дасягнуць мікрасекунднага кантролю ўзроўню, у значнай ступені рэалізаваць хуткае рэгуляванне і стабільнасць выходнай магутнасці працэсу зваркі труб, пульсацыя на выхадзе вельмі малая, а ток ваганняў - стабільны. Гладкасць і роўнасць зварнога шва гарантаваныя.
- Бяспека. У абсталяванні няма высокай частаты і высокага напружання ў 10,000 XNUMX вольт, што можа эфектыўна пазбегнуць выпраменьвання, перашкод, разраду, узгарання і іншых з'яў.
- Ён мае моцную здольнасць супрацьстаяць ваганням напружання сеткі.
- Ён мае высокі каэфіцыент магутнасці ва ўсім дыяпазоне магутнасці, які дазваляе эфектыўна эканоміць энергію.
- Высокая эфектыўнасць і энергазберажэнне. Абсталяванне выкарыстоўвае тэхналогію мяккага пераключэння высокай магутнасці ад уваходу да выхаду, якая мінімізуе страты магутнасці і забяспечвае надзвычай высокую электрычную эфектыўнасць, і мае надзвычай высокі каэфіцыент магутнасці ва ўсім дыяпазоне магутнасці, эфектыўна эканоміць энергію, што адрозніваецца ад традыцыйнага ў параўнанні з лямпавым тыпу высокай частаты, гэта можа зэканоміць 30-40% эфекту энергазберажэння.
- Абсталяванне мініяцюрна і інтэгравана, што значна эканоміць займаемую прастору. Абсталяванню не патрэбны паніжальны трансфарматар і вялікая індуктыўнасць сеткавай частоты для рэгулявання SCR. Невялікая інтэграваная структура забяспечвае зручнасць мантажу, абслугоўвання, транспарціроўкі і рэгулявання.
- Дыяпазон частот 200-500 кГц рэалізуе зварку сталёвых і нержавеючых труб.

HLQ Induction мае самы поўны спектр рашэнняў для трубаправоднай прамысловасці. HLQ Induction Seam Welder - гэта праверанае рашэнне для зваркі нержавеючай сталі, алюмінія, нізкавугляродзістай і высокатрывалай сталі і, магчыма, з'яўляецца лепшым у свеце індукцыйным зварачным апаратам.
Больш магутнасці: бесперапыннае электроннае ўзгадненне нагрузкі забяспечвае поўную выходную магутнасць у шырокім дыяпазоне памераў трубак.
Большы час бесперабойнай працы: устойлівая да кароткага замыкання, бяспечная і надзейная праца.
Неперасягненая эфектыўнасць: дыёдны выпрамнік з пастаянным каэфіцыентам магутнасці 0.95 на ўсіх узроўнях магутнасці і каэфіцыентам карыснага дзеяння 85-87%.
Экалагічны і энергабяспечны: Высокая эфектыўнасць эканоміць энергію і зніжае спажыванне астуджальнай вады.
Прастата ў кіраванні: простая ў выкарыстанні панэль кіравання з мінімумам ручных налад робіць індукцыйным зваршчыкам вельмі простым у кіраванні.
 Шырокі дыяпазон памераў магутнасці: ад 40 кВт да 1000 кВт. Дыяпазон частот 200-500 кГц. Сучасная модульная канструкцыя: невялікая кампактная плошча эканоміць каштоўную плошчу і спрашчае інтэграцыю ў лінію. Да 1000 кВт даступна ў рашэнні з адной шафай.
Шырокі дыяпазон памераў магутнасці: ад 40 кВт да 1000 кВт. Дыяпазон частот 200-500 кГц. Сучасная модульная канструкцыя: невялікая кампактная плошча эканоміць каштоўную плошчу і спрашчае інтэграцыю ў лінію. Да 1000 кВт даступна ў рашэнні з адной шафай.
Поўная сістэма: складаецца з дыёднага выпрамніка, інвертарных модуляў, выхадной секцыі, шын і сістэмы кіравання аператарам.
Неперасягненая гарантыя: трохгадовая гарантыя на інвертарныя модулі HLQ Induction Seam Welder і карты драйвераў.
Поўны спектр расходных матэрыялаў: шпулькі, ферыт, імпедэры і абсталяванне для нарэзкі труб.