



магнітная індукцыйная сістэма ацяплення
Апісанне
Сістэма магнітна-індукцыйнага ацяплення IGBT
Асноўныя характарыстыкі:
- IGBT модуль і абарочваюць тэхналогіі, больш высокую прадукцыйнасць, больш высокая надзейнасць нізкая кошт абслугоўвання;
- 100 цыкл% рабочы, бесперапынны працоўны дапускаецца пры максімальнай выхадны магутнасці;
- пастаяннае стан харчавання току або канстанты можа быць абрана адпаведным чынам, каб дасягнуць больш высокай эфектыўнасці нагрэву;
- адлюстраванне магутнасці нагрэву і нагрэву току і частоты ваганняў;
- мульты-дысплей функцыя, з праявамі перагрузак па току, перанапружання, адсутнасці вады, абрыў фазы і непрыдатнага лада і гэтак далей, машына можа быць абаронена ад машын руйнуюць і можа быць лёгка адноўлена.
- просты ў ўстаноўцы, ўстаноўка можа быць зроблена непрафесійны персонай вельмі лёгка, вада і энергія можа быць завершана на працягу некалькіх хвілін.

- лёгкі вага, малы памер.
- рознай формы і памеру шпулька індукцыйнага нагрэву можна лёгка змяніць, каб нагрэць розныя часткі.
- Перавагі мадэлі з таймерам: магутнасць і час працы ацяпляльнага перыяду і захаваць перыяд можа быць папярэдне адпаведна, рэалізаваць просты крывой нагрэў, гэтая мадэль прапануецца выкарыстоўваць для серыйнага вытворчасці для паляпшэння узнаўляльнасці.
- аддзеленыя мадэлі прызначаны для ўстаноўкі бруднага акружэння, генератар можа быць уведзены ў чыстым прасторы для павышэння надзейнасці; з малым памерам і лёгкім вагай адмежаванага трансфарматара, яго зручна выкарыстоўваць у вытворчай лініі і лёгка мантуецца ўнутры машыны або перамешчаны механізму.
| серыя | мадэль | Ўваходная магутнасць Макс | Ўваходны ток Макс | Oscillate частата | Уваходнае напружанне | працоўны цыкл | |
| МФ
. |
DW-MF-15 Індукцыйны генератар | 15KW | 23A | 1KHz-20KHz Паводле заяўкі | 3phases380V ± 10% | 100% | |
| DW-MF-25 Індукцыйны генератар | 25KW | 36A | |||||
| DW-MF-35Induction Генератар | 35KW | 51A | |||||
| DW-MF-45 Індукцыйны генератар | 45KW | 68A | |||||
| DW-MF-70 Індукцыйны генератар | 70KW | 105A | |||||
| DW-MF-90 Індукцыйны генератар | 90KW | 135A | |||||
| DW-MF-110 Індукцыйны генератар | 110KW | 170A | |||||
| DW-MF-160 Індукцыйны генератар | 160KW | 240A | |||||
| DW-MF-300 Індукцыйны генератар | 300KW | 400A | |||||
| DW-MF-45 індукцыйнага нагрэву Rod кавальскай печы | 45KW | 68A | 1KHz-20KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-70 індукцыйнага нагрэву Rod кавальскай печы | 70KW | 105A | |||||
| DW-MF-90 індукцыйнага нагрэву Rod кавальскай печы | 90KW | 135A | |||||
| DW-MF-110 індукцыйнага нагрэву Rod кавальскай печы | 110KW | 170A | |||||
| DW-MF-160 Індукцыйная награвальная штамповочная печ | 160KW | 240A | |||||
| Індукцыйная плавільная печ DW-MF-15 | 15KW | 23A | 1K-20KHz | 3phases380V ± 10% | 100% | ||
| Індукцыйная плавільная печ DW-MF-25 | 25KW | 36A | |||||
| Індукцыйная плавільная печ DW-MF-35 | 35KW | 51A | |||||
| Індукцыйная плавільная печ DW-MF-45 | 45KW | 68A | |||||
| Індукцыйная плавільная печ DW-MF-70 | 70KW | 105A | |||||
| Індукцыйная плавільная печ DW-MF-90 | 90KW | 135A | |||||
| DW-MF-110 індукцыйныя плавільныя печы | 110KW | 170A | |||||
| DW-MF-160 індукцыйныя плавільныя печы | 160KW | 240A | |||||
| DW-MF-110 індукцыйная загартоўка абсталяванне | 110KW | 170A | 1K-8KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-160Induction Загартоўка абсталяванне | 160KW | 240A | |||||
| ВЧ
. |
DW-HF-15 серыі | DW-HF-15KW | 15KVA | 32A | 30-100KHz | аднафазны 220V | 80% |
| DW-HF-25 серыі | DW-HF-25KW-А | 25KVA | 23A | 20K-80KHz | 3phases380V ± 10% | 100% | |
| DW-HF-25KW-Б | |||||||
| DW-HF-35 серыі | DW-HF-35KW-Б | 35KVA | 51A | ||||
| DW-HF-45 серыі | DW-HF-45KW-Б | 45KVA | 68A | ||||
| DW-HF-60 серыі | DW-HF-60KW-Б | 60KVA | 105A | ||||
| DW-HF-80 серыі | DW-HF-80KW-Б | 80KVA | 130A | ||||
| DW-HF-90 серыі | DW-HF-90KW-Б | 90KVA | 160A | ||||
| DW-HF-120 серыі | DW-HF-120KW-Б | 120KVA | 200A | ||||
| DW-HF-160 серыі | DW-HF-160KW-Б | 160KVA | 260A | ||||
| УГ
. F .
|
DW-UHF-4.5KW | 4.5KW | 20A | 1.1-2.0MHz | Адно phase220V ± 10% | 100% | |
| DW-UHF-6.0KW | 6.0KW | 28A | |||||
| DW-UHF-10KW | 10KW | 15A | 100-500KHz | 3phases380V ± 10% | 100% | ||
| DW-UHF-20KW | 20KW | 30A | 50-250KHz | ||||
| DW-UHF-30KW | 30KW | 45A | 50-200KHz | ||||
| DW-UHF-40KW | 40KW | 60A | 50-200KHz | ||||
| DW-UHF-60KW | 60KW | 90A | 50-150KHz | ||||
прыкладанняў
1. Ацяпленне (гарачая каўка, гарачая падганянне і плаўка)
Індукцыйная гарачая коўка накіравана на выраб нарыхтовак пэўнай тэмпературы (розныя матэрыялы патрабуюць рознай тэмпературы) у іншыя формы з дапамогай кавальскага прэса пры дапамозе перфаратара, кавальскага станка ці іншага абсталявання, напрыклад, гарачая экструзія корпуса гадзінніка, фасона гадзінніка, ручкі, формы аксэсуар, кухонны і сталовы посуд, мастацкі посуд, стандартная частка, зашпілька, вырабленая механічная частка, бронзавы замак, заклёпкі, сталёвы штыфт і штыфт.
Пад гарачым фітынгам разумеецца злучэнне розных металаў альбо металаў з неметаламі праз награванне на аснове прынцыпу гарачага пашырэння альбо гарачай плаўкі, напрыклад, убудаваная зварка меднага стрыжня камп'ютэрнага радыятара з алюмініевым лістом і дынамікам, злучэннем сталі і пластыка трубка, герметызацыя алюмініевай фальгі (лупіна зубной пасты), ротар рухавіка і герметызацыя трубчастага электрычнага награвальнага элемента.
Выплаўка галоўным чынам накіравана на плаўленне металу ў вадкасць з выкарыстаннем высокай тэмпературы, якая ў асноўным дастасавальная да выплаўкі жалеза, сталі, медзі, алюмінія, цынку, а таксама розных высакародных металаў.
2. Тэрмічная апрацоўка (павярхоўнае гартаванне)
Гасіць розныя прылады і інструменты, такія як абцугі, гаечны ключ, малаток, сякера, шрубавыя інструменты і нажніцы (пладовыя нажніцы).
Загартаваць розныя аўтамабільныя і матацыклетныя фітынгі, такія як каленчаты вал, шатун, поршневы штыфт, ланцуговае кола, алюмініевае кола, клапан, вал рычага, паўпрывадны вал, невялікі вал і відэлец.
Гартаванне для станкоў, такіх як такарны станок і накіроўвалыя рэйкі.
Гартаванне розных металічных дэталяў і механічна апрацаваных дэталяў, такіх як вал, шасцярня (ланцуговае кола), кулачок, патрон і заціск і г.д.
Закаркоўваюць апаратныя формы, такія як невялікая форма, аксэсуары для формы і ўнутранае адтуліну формы.
3. Зварка (зварка паяннем, пайка срэбрам і пайка)
Зварка розных апаратных рэжучых інструментаў, такіх як алмазны інструмент, абразіўны інструмент, свідравальны інструмент, лязо сплаву, фрэза з цвёрдага сплава, фрэза, развертка, інструмент для планавання і цвёрдая цэнтральная частка.
Зварка розных апаратных механічных прылад: срэбная пайка і індукцыйная пайка з металаў адной разнавіднасці ці розных гатункаў, такіх як фурнітура для туалетных і кухонных вырабаў, халадзільная медная фурнітура, фітынгі для дэкору лямпаў, дакладная фурнітура для цвілі, апаратная ручка, яйкабойка, легаваная сталь і сталь, сталь і медзь, а таксама медзь і медзь.
Зварка дна састаўнага дна гаршка ў асноўным ужываецца для паяння круглай, квадратнай, а таксама іншых нерэгулярных звычайных дноў гаршка прыпой. Гэта таксама дастасавальна для зваркі іншых металаў звычайнай пайкай.
Зварка награвальнага дыска з электрычным чайнікам з гарачай вадой у асноўным ставіцца да паяння зваркай з нержавеючай сталі на плоскай аснове, алюмініевым лісце і трубчастых электрычных награвальных элементах розных формаў.
3. Адпал (гартаванне і мадуляцыя)
Адпал розных вырабаў з нержавеючай сталі, такіх як таз з нержавеючай сталі, адпалены і экструдаваны балончык, адпалены складзены край, адпаленая ракавіна, трубка з нержавеючай сталі, посуд і кубак.
Адпал розных іншых металічных вырабаў, такіх як галоўка для мяча для гольфа, кій, латунны замак, медная фурнітура, ручка кухоннага нажа, лязо, алюмініевая патэльня, алюмініевая ведра, алюмініевы радыятар і розныя алюмініевыя вырабы.
Індукцыйная Прынцып ацяплення
пераўтварэнне частоты нагрэў электрамагнітнай індукцыі альбо кароткі індукцыйны нагрэў - гэта спосаб награвання металічных матэрыялаў шляхам пераўтварэння сілкавання частаты магутнасці ў сілу пэўнага дыяпазону на аснове прынцыпу электрамагнітнай індукцыі. У асноўным гэта датычыцца металу гарачай апрацоўкі, тэрмічнай апрацоўкі, зваркі і плаўлення. Гэты тып нагрэву таксама дастасавальны да ўпаковачнай прамысловасці (напрыклад, для герметызацыі алюмініевай фальгі, якая выкарыстоўваецца ў медыцыне і харчовай прамысловасці), паўправадніковых матэрыялаў (такіх як экструдаваны монакрышталічны крэмній і нагрэтыя металічныя дэталі для шкла). 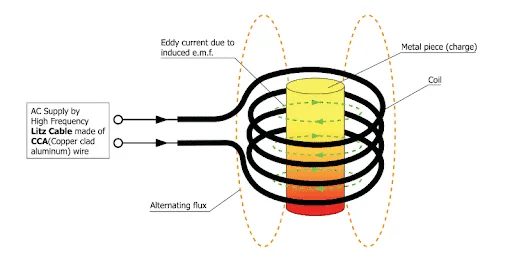
Асновы індукцыйнай сістэмы ацяплення ўключаюць індукцыйную шпульку, крыніцу пераменнага току і вырабы. Індукцыйная шпулька можа быць выраблена ў розныя формы ў адпаведнасці з рознымі награваемымі прадметамі. Шпулька звязана з крыніцай харчавання, якая забяспечвае пераменны ток для шпулькі. Пераменны ток, які валодае шпулька, можа ствараць пераменнае магнітнае поле, якое праходзіць праз нарыхтоўкі, каб стварыць віхравы паток, які патрабуецца пры награванні.
Перавагі магнітна-індукцыйнай сістэмы ацяплення
- хуткі нагрэў: мінімальная хуткасць нагрэву менш за 1 секунду (хуткасць нагрэву даступная для рэгулявання і кіравання).
- Шырокі ахоп ацяплення: яго можна выкарыстоўваць для награвання розных металічных дэталяў (замяніць здымную індукцыйную шпульку ў адпаведнасці з рознымі працоўнымі выключальнікамі).
- Простая ўстаноўка: ён можа быць выкарыстаны пасля падлучэння да крыніцы харчавання, індукцыйнай змеявіцы, а таксама да трубы водазабеспячэння і паднімальнай трубы; ён невялікі па памеры і невялікі вага.
- Прастата ў эксплуатацыі: вы можаце навучыцца кіраваць ім на працягу некалькіх хвілін.
- Хуткі запуск: можна пачаць выконваць ацяпленне пры ўмове наяўнасці вады і электразабеспячэння.
- нізкае энергаспажыванне: У параўнанні са звычайным высокачашчынным абсталяваннем вакуумных труб, гэта дазваляе зэканоміць магутнасць прыблізна на 70%. Чым меншы памер нарыхтоўкі, тым меншае спажыванне энергіі.
- Высокая эфектыўнасць:ён мае такія характарыстыкі, як раўнамерны нагрэў (дастасавальна наладзіць інтэрвал індукцыйнай шпулькі для забеспячэння адпаведнай тэмпературы, якая патрабуецца для кожнай дэталі нарыхтоўкі), хуткае праграванне і абмежаваны аксічны гарызонт, а таксама можа абараніць ад любых адходаў пасля адпалу.
- Комплексная абарона:ён мае такія функцыі, як сігналізацыя пра залішні ціск, перагрузку па току, перагрэў і недахоп вады, а таксама аўтаматычнае кіраванне і абарона.
- Кіраваная тэмпература: гэта дастасавальна для рэгулявання тэмпературы нагрэву нарыхтоўкі ў адпаведнасці з зададзеным часам нагрэву і, такім чынам, рэгулявання тэмпературы нагрэву ў пэўны тэхнічны момант.
- Комплексны дызайн з поўнай нагрузкай: ён можа працаваць бесперапынна на працягу 24 гадзін.
- Невялікі памер і невялікі вага: вага яго ўсяго некалькі дзясяткаў кілаграмаў, з якіх абмежаваная плошча падлогі можа эфектыўна зэканоміць прастору майстэрні.
- Ліквідацыя высокага напружання: ён не патрабуе павышаючага трансфарматара, які можа вырабляць прыблізна дзесяць тысяч напружання, і, такім чынам, можа забяспечыць максімальную бяспеку.




