






Металы Billet Гарачая коўка печы
Апісанне
Металы Биллет Гарачая коўка печы з індукцыйным для нагрэву медзь / алюміній / жалеза стальной нарыхтоўкі перад тым гарачай штампоўкі
індукцыйны нагрэў шырока выкарыстоўваюцца ў металах нарыхтоўкі для гарачай штампоўкі прамысловасці для нагрэву нарыхтоўкі, якая павінна быць падробленыя ў гарачым. У рабочай прамысловасці сталі, для гарачай штампоўкі сталі награваюць да тэмпературы каля 1000 Ос-1250 ° С у адпаведнасці з утрыманнем вугляроду і легіруючых элементаў. Працэс гарачай штампоўкі патрабуе высокай тэмпературы нагрэву нарыхтоўкі раўнамерна як уздоўж папярочнага перасеку і бакі траверсы боку нарыхтоўкі. Як правіла, пачатковая тэмпература нарыхтоўкі знаходзіцца ў пакаёвай тэмпературы, і патрабуецца, каб нагрэць вышэй тэмпературы рэкрышталізацыі для гарачага працэсу кавання. Існуюць розныя спосабы, каб нагрэць метал у гарачай штампоўкі, уключаючы індукцыйнага нагрэву, газавыя печы, печы на вадкім паліве, інфрачырвоны награвальнік і электрычны награвальнік супраціву. Індукцыйны нагрэў мае розныя перавагі ў параўнанні з іншымі метадамі нагрэву ў гарачай штампоўкі. Перш за ўсё, індукцыйныя сістэмы ацяплення ствараюць высокую інтэнсіўнасць цяпла вельмі хутка ў пэўнай часткі металу. Акрамя таго, індукцыйныя сістэмы ацяплення хуткія стартавыя сістэмы, так як гэтыя сістэмы не патрабуецца папярэдняга нагрэву час як у печы нагрэву. Акрамя таго, час нагрэву несумяшчальна кароткае ў адносінах да іншых метадаў. У параўнанні з нафтавай і газавай печчу нагрэву, кантроль і паўтараючы тое ж умова нагрэву на працягу рознага часу лягчэй дасягнуць. Аўтаматызацыя можа быць прыменена да сістэм індукцыйнага нагрэву. Гэта запатрабуе мінімум месца цэха. індукцыйны нагрэў Акрамя таго, больш энергаэфектыўным і больш экалагічна чыстыя. Там не будзе якіх-небудзь шкодных выкідаў згарання ў навакольнае асяроддзе, як у газавай і нафтавай печы нагрэву. Далей больш газавыя печы прывесці з дрэнным якасцю паверхні з-за адукацыі шумавіння. Індукцыйны нагрэў забяспечвае значнае зніжэнне ў адукацыі і обезуглероживании маштабу на нагрэтай нарыхтоўцы.
Апісанне Прадукта
Для нагрэву розных матэрыялаў з прутка: сталі і жалеза, бронзы, латуні, алюмініевага сплаву і г.д.
Малюнак толькі для даведкі, колер зменлівы з рознай магутнасцю.
Функцыі і спецыяльныя характарыстыкі з улікам патрабаванняў заказчыка.
Асаблівасці і перавагі:
1. Аўтаматычна: Аўтаматычнае падача, аўтаматычны выбар нарыхтоўкі - гэта добра ці дрэнна, аўтаматычнае вымярэнне тэмпературы, аўтаматычны разрад.
2. Інтэграваная канструкцыя: Эканомце час, кошт і прастору ўстаноўкі.
3. Убудаваная панэль кіравання адлюстроўвае стан працы машыны для палягчэння дыягностыкі няспраўнасцей
| Асаблівасці | дэталь | |
| 1 | Награванне хутка і стабільна | эканомія 20% - 30% электраэнергіі, чым традыцыйны спосаб;
Высокая эфектыўнасць і нізкае спажыванне энергіі |
| 2 | Невялікі па памеры | Прастата ва ўсталёўцы, эксплуатацыі і рамонту |
| 3 | Бяспеку і надзейнасць | Няма высокага напружання, вельмі бяспечна для вашых работнікаў. |
| 4 | Сістэма астуджэння цыркуляцыі | Здатны працаваць бесперапынна 24 гадзіны |
| 5 | поўнае самазабеспячэнне абароны функцыя |
шмат тыпаў сігнальных лямпаў: перагрузкі па току, перанапружанне, над, недахопам гарачай вады і г.д. Гэтыя лямпы могуць кантраляваць і абараняць машыну. |
| 6 | Ахова навакольнага асяроддзя | Амаль не аксіднай пласт, ні да чаго не выхлапных газаў, ня сцёкавых вод |
| 7 | тып IGBT | Пазбягайце перапыненне незвязанай электрычнай сеткі; Забяспечыць даўгавечнасць машыны. |
Параметр металаў нарыхтовак для гарачай штампоўкі печы:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Уваходнае напружанне | 3phases, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Максімальны ўваходны ток | 320A | 400A | 480A | 640A | 800A | 960A | |
| хісткай частата | 0.5KHz ^ 20KHz (Качана частата будзе наладжаны ў адпаведнасці з памерамі награвальных частак) | ||||||
| Працоўны цыкл Загрузка | 100%, 24h бесперапынна працаваць | ||||||
| Астуджэнне вады Жаданні | 0.1 МПа | ||||||
| вымярэнне | Гаспадар | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Пашырэнне | пашырэнне будзе зменена ў залежнасці ад матэрыялу і памеру награвальных дэталяў | ||||||
| вага | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Залежаць ад памернасці пашырэння | |||||||
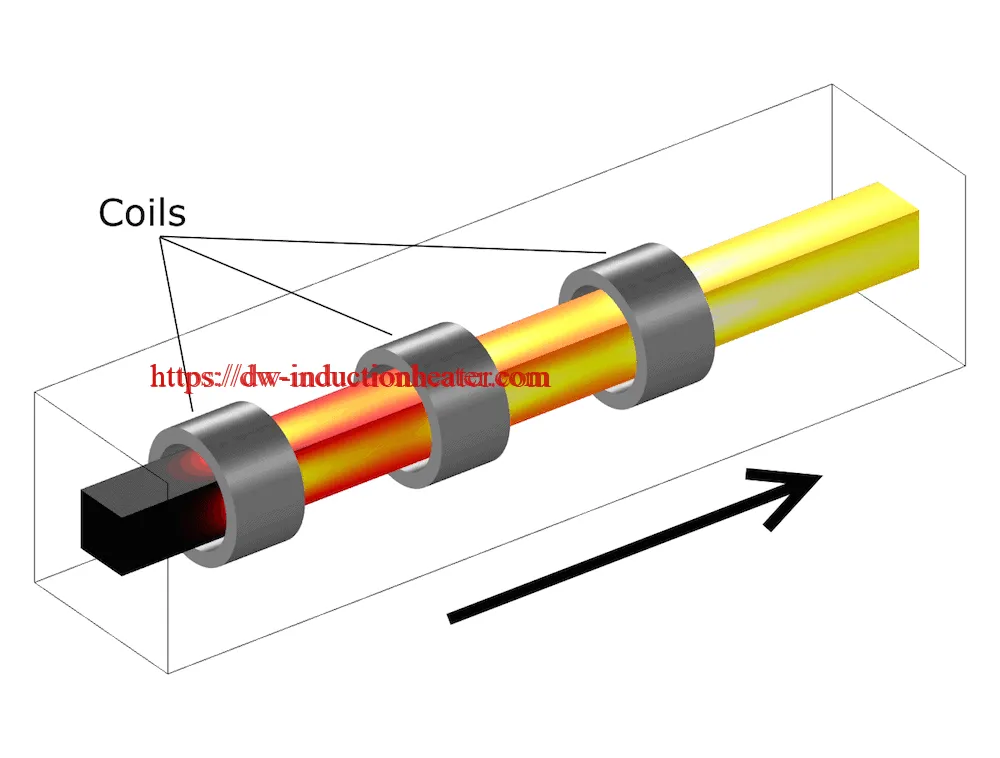
У індукцыйных металах нарыхтоўкі гарачай штампоўцы печ ўсіх нарыхтовак або коркавы награваюцца. Звычайна для кароткіх нарыхтовак або брускоў бункер або чаша выкарыстоўваюцца для аўтаматычнага прадстаўлення нарыхтовак у адпаведнасці з прыціскной ролік, ланцуговай прывадам цягачоў або ў некаторых выпадках пнеўматычных штурхачоў. Нарыхтоўкі затым прыводзяцца праз катушку адзін за іншыя на ваду астуджаных рэек або керамічныя ўкладышы выкарыстоўваецца праз адтуліну шпулькі, якія памяншаюць трэнне і прадухіліць знос. Даўжыня шпулькі з'яўляецца функцыяй патрабаванага часу вытрымкі, час цыклу ў разліку на кампанент і даўжыня нарыхтоўкі. У вялікім аб'ёме вялікага перасеку працы яна не з'яўляецца незвычайным мець 4 або 5 шпулькі паслядоўна, каб даць 5 м (16 футаў) шпулькі або больш.







