Індукцыйны тэрмічны пастаўка для спружыннага дроту і нейлонавай пудры
Цеплавая стаўка прадугледжвае выкарыстанне індукцыйнага нагрэву у працэсах, калі пластмасы пераходзяць з цвёрдага стану ў вадкі. Адным з распаўсюджаных ужыванняў для гэтага прыкладання з'яўляецца прэс-фітинг металічнай дэталі ў пластыкавую дэталь. Метал награваецца з дапамогай індукцыі да тэмпературы, вышэйшай за тэмпературу пластычнага аплавлення. У некаторых выпадках метал можа быць уціснуты ў пластык да награвання; або метал можа награвацца перад уцісканнем у пластык, у выніку чаго пластык пацякае, калі дэталь уціскаецца (таксама вядома як пластыкавая аплавка). Індукцыйны нагрэў таксама можа быць выкарыстаны ў машынах для ліцця пластмас пад ціскам. Індукцыйны нагрэў павышае энергаэфектыўнасць працэсаў ін'екцыі і экструзіі. Цяпло выпрацоўваецца непасрэдна ў ствале машыны, скарачаючы час разагрэву і спажыванне энергіі.
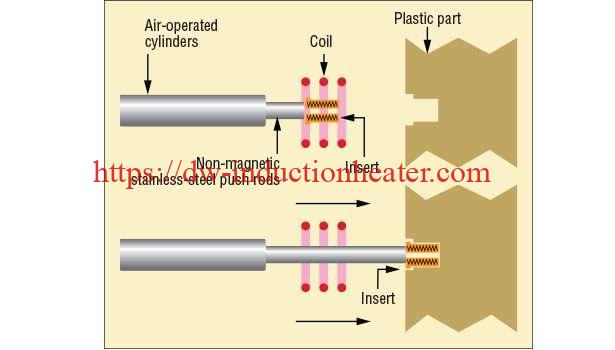 Устаўка металу ў пластык ўключае нагрэў металічнай ўстаўкі з разьбой да тэмпературы вышэй за кропку аплавлення пластыка і ўцісканне яе ў пластыкавую дэталь. Працэс патрабуе хуткага, дакладнага, паўтаральнага нагрэву. Размякчэнне ўнутраных разьбы з'яўляецца вынікам працяглых працэсаў награвання.
Устаўка металу ў пластык ўключае нагрэў металічнай ўстаўкі з разьбой да тэмпературы вышэй за кропку аплавлення пластыка і ўцісканне яе ў пластыкавую дэталь. Працэс патрабуе хуткага, дакладнага, паўтаральнага нагрэву. Размякчэнне ўнутраных разьбы з'яўляецца вынікам працяглых працэсаў награвання.
індукцыйны нагрэў забяспечвае дакладны кантроль цяпла для забеспячэння стабільнага выніку з высакаякаснымі вынікамі. Абсталяванне можа быць запраграмавана на пэўны ўзровень магутнасці і час нагрэву, выдаляючы зменлівасць аператараў і паляпшаючы паўтаральнасць працэсу.
 мэта: Каб нагрэць канцы спружыннага дроту 0.072″, размешчаныя на адлегласці 1/2″ адзін ад аднаго, раўнамерна для нанясення нейлонавай парашкі на 1″ даўжыні канца. Пасля нагрэву да 7000F, нейлонавы парашок зліваецца з дротам, ствараючы ахоўнае пакрыццё. Ніжнія костачкі ў мінулым пратыкалі падтрымлівае вопратку і драпалі ўладальніка. Гэтай нязручнай сітуацыі можна пазбегнуць, дадаўшы ахоўнае нейлонавыя пакрыццё на канцах дроту.
мэта: Каб нагрэць канцы спружыннага дроту 0.072″, размешчаныя на адлегласці 1/2″ адзін ад аднаго, раўнамерна для нанясення нейлонавай парашкі на 1″ даўжыні канца. Пасля нагрэву да 7000F, нейлонавы парашок зліваецца з дротам, ствараючы ахоўнае пакрыццё. Ніжнія костачкі ў мінулым пратыкалі падтрымлівае вопратку і драпалі ўладальніка. Гэтай нязручнай сітуацыі можна пазбегнуць, дадаўшы ахоўнае нейлонавыя пакрыццё на канцах дроту.
матэрыял: Спружынны дрот і нейлонавы парашок
Тэмпература: 370 ℃
Ужыванне: ,en DW-UHF-6KW-ІІІ выхад цвёрдага стану індукцыйны нагрэў харчаванне разам з унікальнай пяці (5) віткамі падоўжаная спіральная шпулька была выкарыстана для дасягнення наступных вынікаў:
- 370 ℃ было дасягнута за дванаццаць (12) секунд машыннага цыклу.
- Раўнамернае пакрыццё было атрымана ў выніку раўнамернага нагрэву за кошт унікальнай пяці (5) віткоў падоўжанай спіральнай шпулькі.
- Дванаццаць (12) узораў дроту адначасова награваліся ва ўнікальнай рабочай катушцы.
Абсталяванне: DW-UHF-6KW-ІІІ выхадны цвёрдацельны індукцыйны блок сілкавання, уключаючы адну (1) выдаленую цеплавую станцыю, якая змяшчае два (2) кандэнсатары агульным значэннем 0.66 мкФ і унікальную пяці (5) вітковую падоўжаную спіральную шпульку шырынёй 2 1/2″, 8 1/ 2 цаляў у даўжыню і 2 3/4 цаляў у вышыню з двума ніжнімі віткамі, нахіленымі ўніз на канцах.
частата: 258 кГц
