Індукцыя Парніковай Усталёўкі для уставак з IGBT Парніковай фітынгам падагравальніка
Мэта: Нагрэць алюмініевы корпус паліўнага помпы памерам 8 "x 4 1/2" x 3 1/2 "да 3750F, дазваляючы ўстаўляць сталёвыя дэталі. У цяперашні час корпусы награваюцца ў канвекцыйнай печы больш за адну гадзіну. Плошчы, на якія трэба ўставіць сталёвыя дэталі, маюць дыяметр 1.5 "і 0.6875" у дыяметры. Акрамя таго, працэс устаўкі доўжыцца крыху больш за адну хвіліну, таму 3750F трэба падтрымліваць на працягу
перыяд часу, каб завяршыць працэс.
Матэрыял: алюмініевы корпус помпы памерам 8 "х 4 1/2" х 3 1/2 "
Сталёвыя ўстаўкі частак.
Тэмпература: 3750F
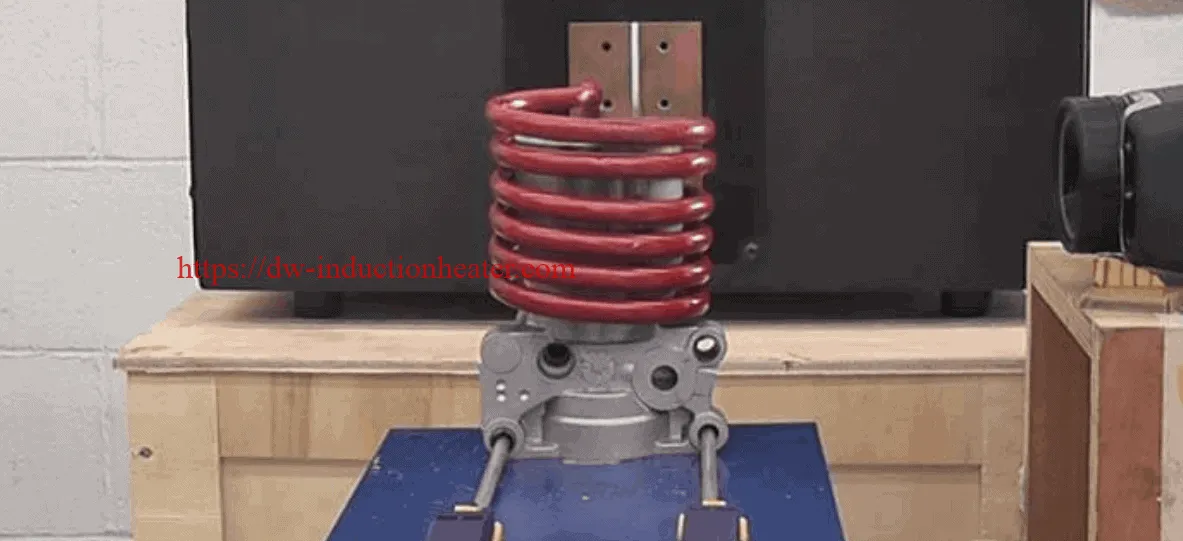
Ужыванне: Пры выкарыстанні DW-HF-25 магутнасцю цвёрдацельнага індукцыйнага харчавання магутнасцю 25 кВт былі дасягнуты наступныя вынікі.
- 3750F быў дасягнуты за адну (1) хвіліну, каб можна было ўстаўляць.
- 20 карпусоў былі паспяхова нагрэты пры дапамозе пяці (5) павароту бліннай катушкі.
Абсталяванне: Ameritherm SP 25, цвёрдацельны індукцыйны крыніца харчавання магутнасцю 25 кВт, уключаючы адну (1) дыстанцыйную цеплавую станцыю, якая змяшчае чатыры (4) кандэнсатары агульнай плошчай 1.0 мкФ, і пяці (5) паваротную блінную катушку, вырабленую з 3/16 ″ медзі трубка.
Частата: 80 кГц




