Індукцыйная паяльная Латунная раз'ём ў панэлі сонечных батарэй з IGBT індукцыйны награвальнік
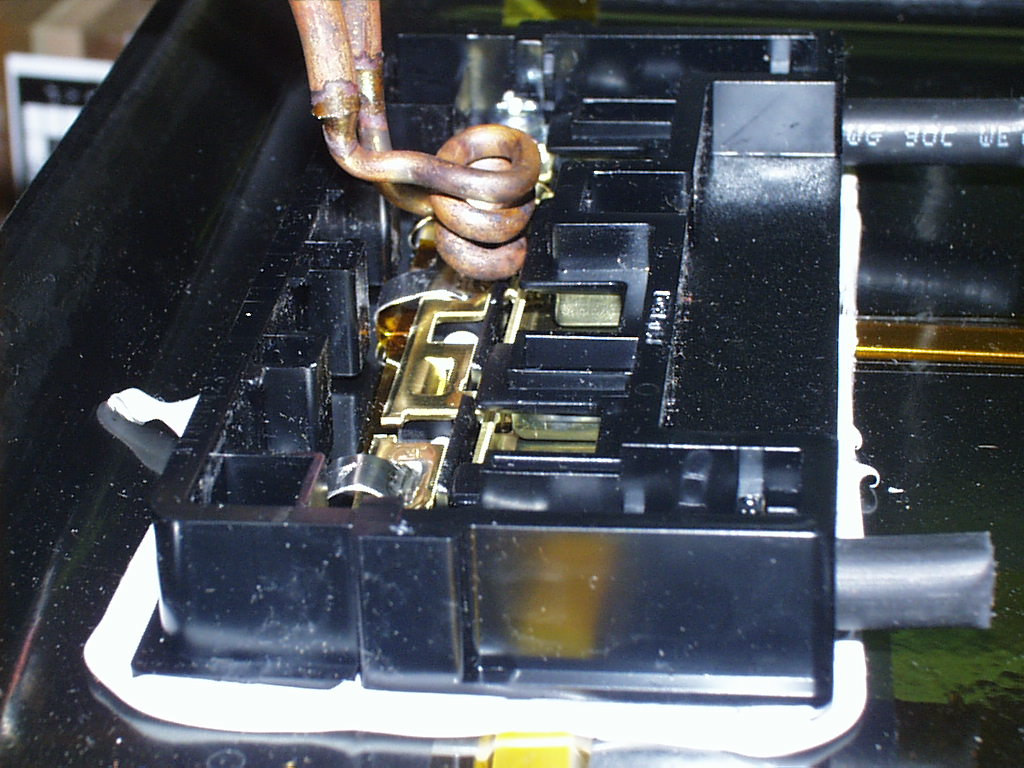
Мэта Прылітаваць тры латуневыя раздымы па адным у размеркавальнай скрынцы сонечнай батарэі, не ўплываючы на кампаненты ў размеркавальнай скрынцы
Матэрыял панэлі сонечных батарэй размеркавальная скрынка, латуневыя злучальнікі, пайкі правадоў
Тэмпература 700 зф (371 ° С)
Частата 344 кГц
Абсталяванне • Індукцыйная сістэма ацяплення DW-UHF-6 кВт, абсталяваная выдаленай рабочай галоўкай, якая змяшчае адзін кандэнсатар 1.0 мкФ.
• Індукцыйная шпулька ацяплення, распрацаваная і распрацаваная спецыяльна для гэтага прымянення.
Працэс Для абагравання раздымаў выкарыстоўваецца спіральная шпулька авальнай формы з трох абаротамі. Кавалак дротавага прыпоя кладуць на вобласць стыку і кожны стык награваюць асобна на працягу 5 секунд, каб прылітаваць злучальнік. Агульны час працэсу складае 15 секунд для трох суставаў.
Вынікі / Перавагі індукцыйнага нагрэву забяспечвае:
• дакладная дакладнасць забяспечвае нагрэў толькі да стыку; не ўплывае на навакольныя кампаненты
• Лакалізаваныя цяпло вырабляе акуратныя і чыстыя злучэння
• Забяспечвае высокую якасць, прайграваным вынікі
• Раўнамернае размеркаванне ацяплення