індукцыйная пайка медзі і латуні
Мэта
Індукцыйнае паянне медных і латуневых стрыжняў і планак для замены працы факела. Цяперашні працэс факела прыводзіць да залішняга забруджвання пры зборцы і патрабуе шырокай перапрацоўкі пасля паяння.
Абсталяванне
Індукцыйная паяльная машына DW-UHF-40KW
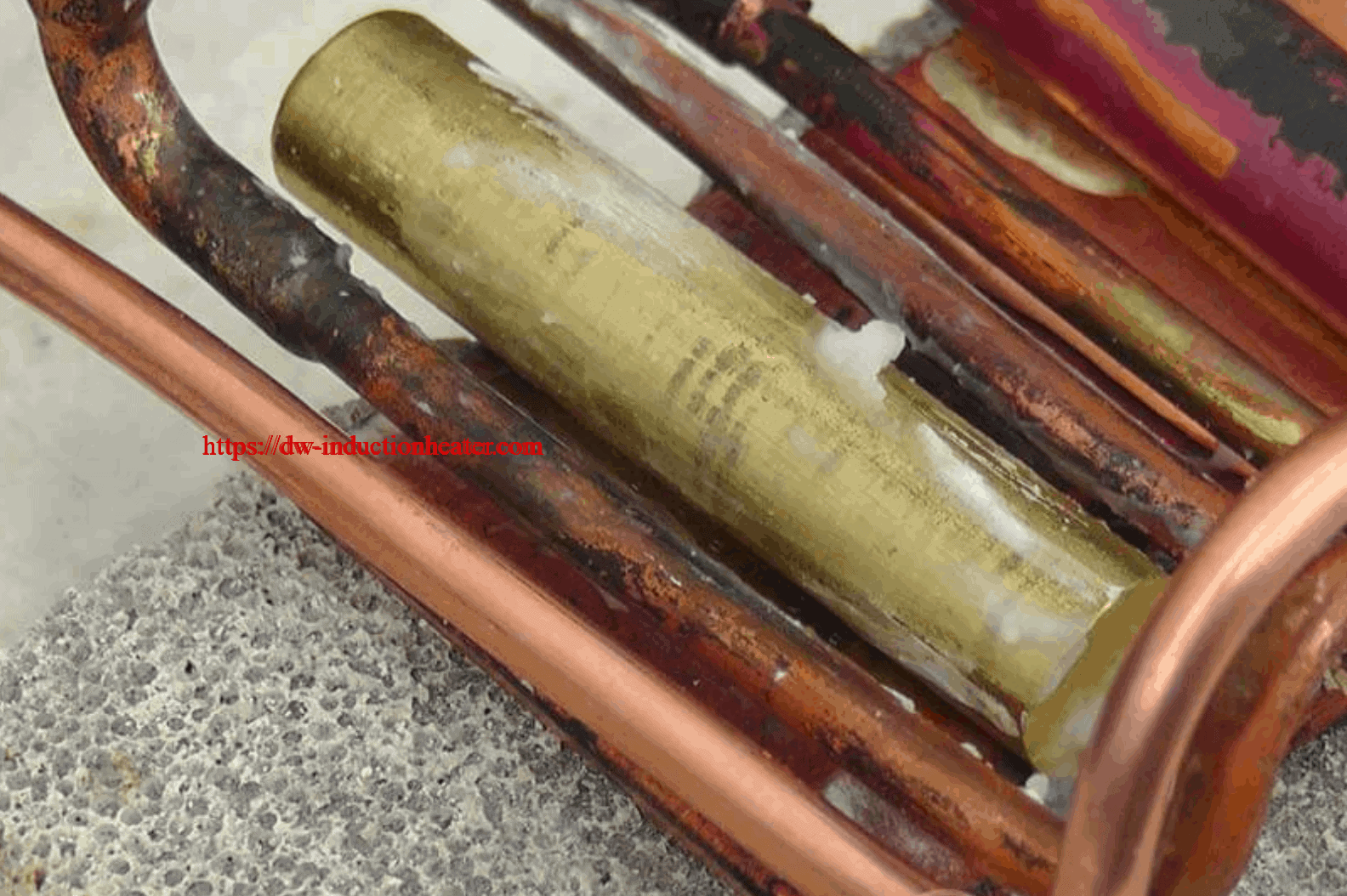
Двух вітка з адкрытым канцом канвеера канвеера
матэрыялы
• Медная талерка і медны стрыжань
• Паяльны провад - EZ Flo 45
• Паяны сплаў - 45% срэбра, 1/32 DIA
TEST
Магутнасць: 30 кВт
Тэмпература: прыблізна 1350 ° F (732 ° C)
Час: Сярэдні час - 25 секунд
Працэс і вынікі:
Для паяння медных купонных пласцін для індукцыі і меднага стрыжня, прыпяканы провад EZ Flo 45 разрэзалі на 2 "даўжыні і змясцілі ў зону інтэрфейсу. У вытворчай сітуацыі рэкамендуецца паста для паяння EZ Flo 45. Зборкі былі створаны (гл. Фотаздымкі) і награваюцца ў сярэднім 25-ы час, каб расцякаць сплаў і дасягнуць спайкі.
З-за розніцы супраціву металу паміж меддзю і латуні, латуневы брусок пераважна награваецца. Шпулька, прызначаная для паяння брускоў, на секцыі пліты награвае стрыжні, і цяпло перадаецца на пліту больш па праводнасці, чым па індукцыі, прымушаючы планкі першапачаткова дасягаць тэмпературы да пліты. Калі матэрыялы аднолькавыя (медзь з медзі ці латунь з латуні, гэта не праблема. Калі брусок медны, а пліта з латуні, праблем не ўзнікае - толькі калі латунь і медзь пліта. Гэта патрабуе магутнасць павінна быць зніжана, каб забяспечыць сцяжку для перадачы цяпла ад латуневага стрыжня да меднай пліты.
Вынікі / перавагі:
- Моцныя трывалыя злучэнні
- Селектыўны і дакладная цеплавая зона, што прыводзіць да памяншэння часткі скажэнні і сумесным стрэсу, чым зварка
- менш акіслення
- Хутчэй цыклаў нагрэву
- Больш стабільныя вынікі і прыдатнасць для вялікіх аб'ёмаў вытворчасці, без неабходнасці для пакетнай апрацоўкі
- Больш бяспечнае, чым полымя паяння цвёрдым прыпоем
