Пайка медных труб з індукцыяй
Апісанне
Мэта
дэманструючы індукцыйная пайка медных труб і час паяння, выкарыстоўваючы сістэму DW-UHF-10 кВт і даступную лабараторную шпульку

Абсталяванне
Індукцыйная паяльная машына DW-UHF-10KW
матэрыялы
• Медныя трубы - всасывающая трубка
• Паяная паста
асноўныя параметры
Магутнасць: 10 кВт
Тэмпература: прыблізна 1500 ° F (815 ° C)
Час: 5 - 5.2 сек

Працэс:
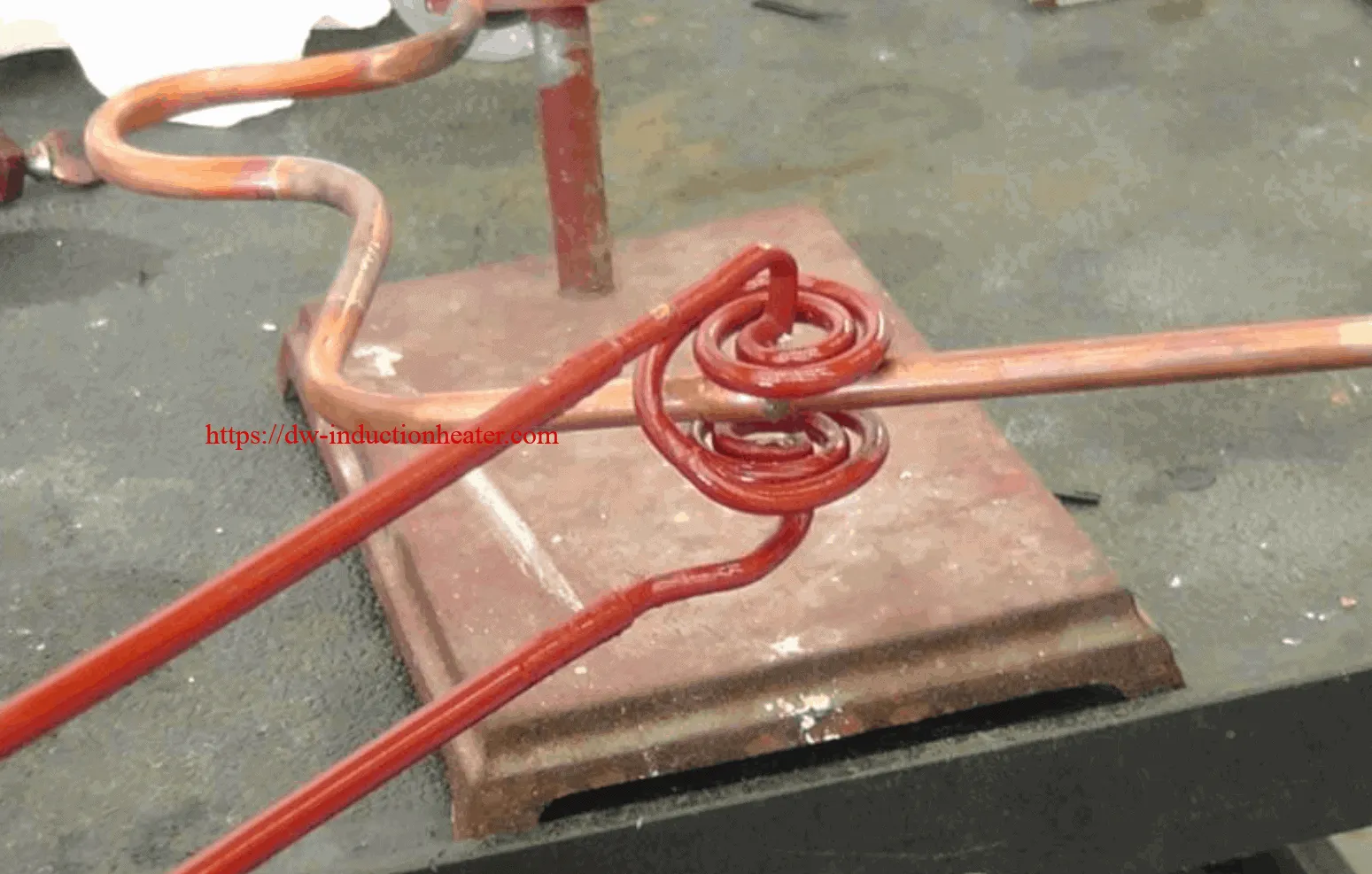
Паколькі для выпрабавання была прадугледжана толькі адна зборка, мы стварылі выпрабавальную нагрузку пры дапамозе цяжкай сценкі, меднай трубкай 5/16 ”, усталяванай такім чынам, каб адна труба прымала другую на сфармаваным канцы адкрытага фланца. Час нагрэву быў ацэнены на аснове выкарыстання фарбы Tempilaque для пазначэння тэмпературы. Выпрабавальны вузел (з наступнымі камплектуючымі) былі сабраны з пакрыццём з 505 сплаўнай пасты сплаву і змешчаны ў выпрабавальную шпульку лабараторыі па прыкладзеных фотаздымках. Быў знойдзены цеплавой цыкл 5 - 5.2 секунды, каб сплаў сплаву і зрабіць стык .

Вынікі / перавагі:
- Як прадэманстравана, мадэль DW-UHF індукцыйная пайка здольны награваць як самую вялікую, так і самую маленькую секцыю трубы, каб скончыць паянае злучэнне. Час нагрэву пры выкарыстанні даступнай выпрабавальнай шпулькі адпавядае чаканым вытворчым тэрмінам цяпла, неабходным Electrolux.
- HLQ запатрабуе поўнай зборкі для агляду, каб распрацаваць канчатковы дызайн шпулькі, які можа змясціць усе 12 стыкаў, пазначаных на вашай фатаграфіі. Неабходна ведаць і бачыць зазоры паміж паянымі злучэннямі труб і сталёвым кампрэсарам, каб гарантаваць, што на сталёвы корпус не ўздзейнічае ўзнікаючае ВЧ-поле, якое ствараецца ў шпулі нагрузкі. Гэтая канчатковая канструкцыя можа запатрабаваць дадання ферытавых матэрыялаў у катушку, якія будуць служыць для факусоўкі радыёчастотнага поля на медныя вывады, а не на сталёвы корпус.
- Першыя выпрабаванні былі скончаны на DW-UHF-10kW з выкарыстаннем даступнай лабараторнай шпулькі. Вытворчая шпулька будзе змяшчацца ў неправодзячым корпусе, што дазволіць аператару выкарыстоўваць яе для размяшчэння шпулькі супраць медных вывадаў для дакладнага і станоўчага месца нагрэву для працэсу паяння. Канструкцыя вытворчай шпулькі будзе ўключаць больш кароткія адвязкі, чым выпрабавальная шпулька, і будзе наладжана такім чынам, што будуць палепшаны цыклы нагрэву (карацейшыя тэрміны нагрэву).