Падцяпліце з высокай частатой індукцыі для нітак дэталяў
Апісанне
Мэта
Кліент папярэдне разагравае разнастайныя дэталі, каб потым можна было разьбу. Мэта гэтага тэсту - разагрэць кожную дэталь да тэмпературы 600 ° C менш за 316 секунд.
Абсталяванне
Індукцыйны нагрэў машыны DW-HF-15kw
 індукцыйны нагрэў машын ВЧ-15
індукцыйны нагрэў машын ВЧ-15матэрыялы
Узорныя часткі былі прадастаўлены заказчыкам. Сюды ўваходзілі:
• Частка 1, якая складаецца з магнітнай сталі з пераменным дыяметрам 0.375 "(9.525 мм)
• Частка 2 складаецца з магнітнай сталі з дыяметрам 0.5 ”(12.7 мм)
• Частка 3, якая складаецца з магнітнай сталі з пераменным дыяметрам 0.875 "(22.225 мм)
• Частка 4 складаецца з магнітнай сталі з дыяметрам 1.5 ”(38.1 мм)
• Былі выкарыстаны дзве шпулькі. Шпулька 1 для ацяплення часткі 4 з 1.5-дюймовым (38.1 мм) дыяметрам. Усе астатнія часткі награваліся з дапамогай змеявіка 2.

асноўныя параметры
Тэмпература: 600 ° C каля 316 ° F
Магутнасць:
• Частка 1: 1.68 кВт
• Частка 2: 2.6 кВт
• Частка 3: 4.74 кВт
• Частка 4: 3.79 КВт
Час: менш за 30 секунд

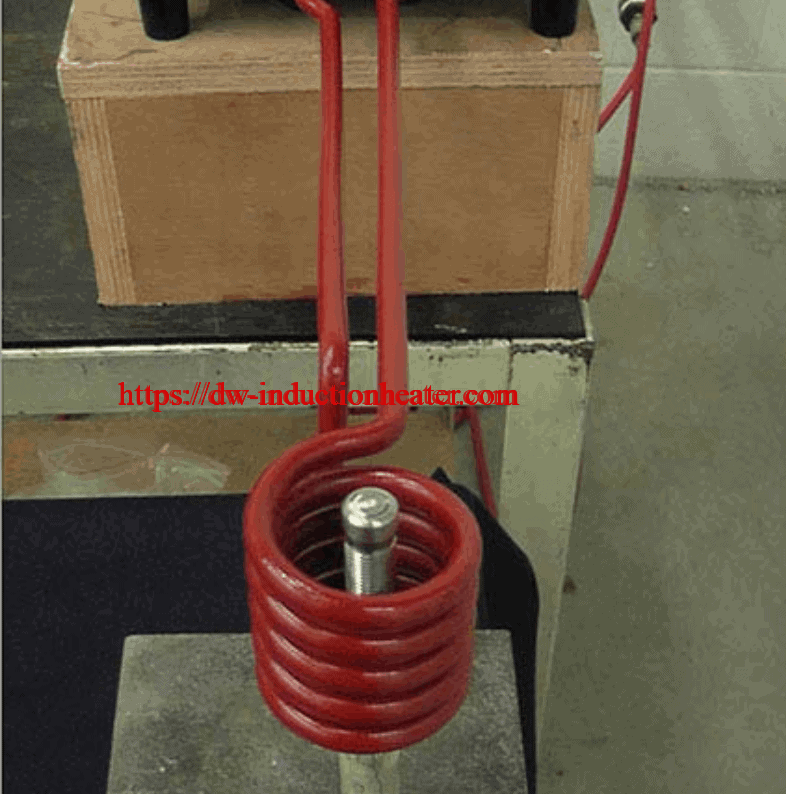
Працэс:
Частка была засяроджана ў шпульцы.
Уключаны блок харчавання індукцыйнага ацяплення DW-HF-15kw.
Тэмпературу кантралявалі інфрачырвонай камерай і фарбай Tempilaq.
Усе часткі можна было пратэставаць, выкарыстоўваючы аднолькавыя налады абсталявання. Ніякія змены паміж цеплавымі цыкламі не былі неабходныя, за выключэннем таго, каб памяняць шпульку на частку 4. Гэта звязана з гнуткай канструкцыяй тэхналогіі індукцыйнага нагрэву DW-HF-15kw, якая дазваляе індукцыйнай ацяпляльнай сістэме наладжвацца на самыя розныя нагрузкі.
Вынікі / перавагі:
Дакладны кантроль часу і тэмпературы
Харчаванне па патрабаванні з хуткімі цеплавымі цыкламі
Паўтаральны працэс, не залежны ад аператара, калі дэталі ўсталёўваюцца ў гняздо ці прыстасаванне