


індукцыйная гартаванне сталёвы кулачок зборкі
Апісанне
індукцыйная гартаванне сталёвы кулачок зборкі
Мэта: індукцыйная загартоўка перыметр сталёвых кулачковых вузлоў таўшчынёй ¼ ”
Матэрыял: сталёвыя кулачковыя вузлы рознай геаметрыі ¼ ”
Тэмпература: 1650 ° C (900 ºF)
Частата: 177 кГц
Абсталяванне

DW-UHF-10kW індукцыйная сістэма нагрэву, абсталяваны дыстанцыйнай цеплавой станцыяй, якая змяшчае адзін кандэнсатар 1.0 мкФ і індукцыйную шпульку ацяплення, распрацаваную і распрацаваную спецыяльна для гэтага прымянення
Працэс
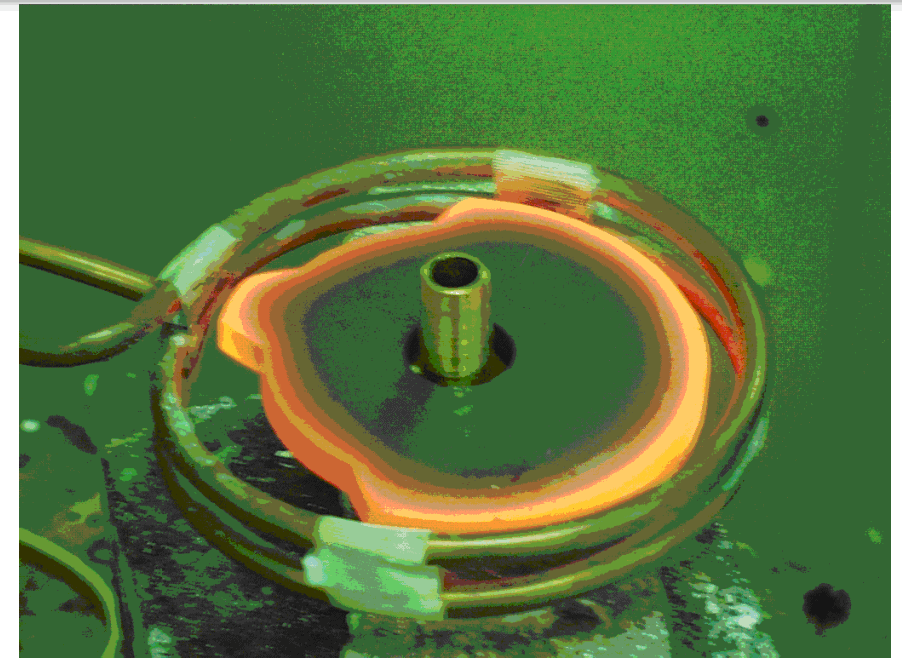
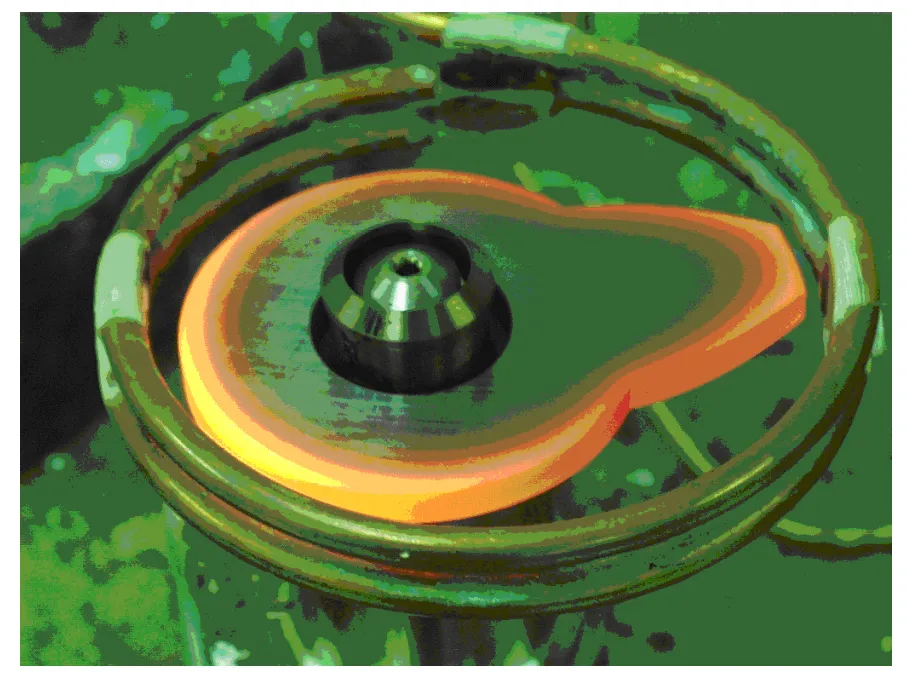
Для абагравання кулачкоў выкарыстоўваецца двухвіткавая спіральная шпулька. Час нагрэву вар'іруецца ад 120-150 секунд. Пасля нагрэву дэталі гартуюць у вадзе.
 Вынікі / Перавагі
Вынікі / Перавагі
індукцыйная загартоўка Знешнія паверхні кулачка з індукцыяй прыводзяць да:
• раўнамерны нагрэў для атрымання аднастайных вынікаў
• адна шпулька можа быць выкарыстана для мноства геаметрый
• паслядоўныя вынікі ад кавалка да кавалка
Ёсць тысячы вельмі паспяховых машыны індукцыйнага загартоўвання якія вырабляюць мільёны дэталей, якія пастаўляюцца ў розныя галіны прамысловасці. Сярод кампанентаў, якія звычайна праходзяць індукцыйнае загартоўванне (IH), ёсць такія дэталі, як размеркавальныя валы, каленчатыя валы, шасцярні, зорачкі, трансмісійныя валы, шаравыя шпількі, штыфты, зубчастыя стойкі, колавыя шпіндзелі, падшыпнікі, крапежныя элементы, рабочыя інструменты, гусенічныя чаравікі для зямлі. перамяшчэнне машын - спіс, па сутнасці, бясконцы. У якасці прыкладу на малюнку паказаны невялікі набор геаметрый, якія звычайна загартоўваюцца індукцыяй.




