Індукцыйны папярэдні падагрэў зваркі аўтамабільнай трансмісіі
Апісанне
Індукцыйны папярэдні падагрэў зваркі аўтамабільнай трансмісіі
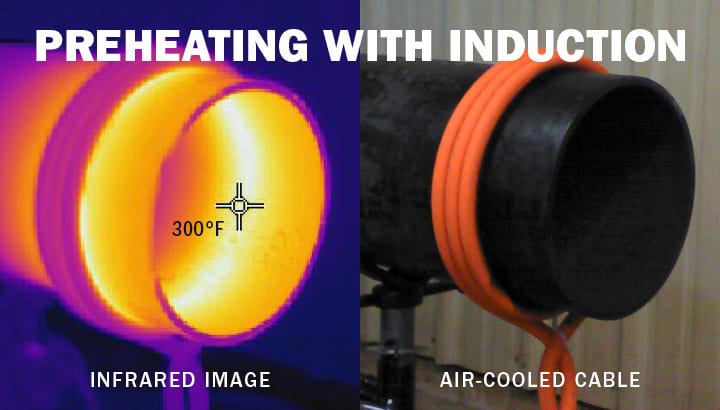
мэта: Для папярэдняга падагрэву сталёвай восі з дыяметрам 3.6 цалі (91 мм) з трыма лініямі зваркі да 662 ° C да 350 ° F пры нагрэве кожнай зварной лініі да тэмпературы на працягу пяці секунд
![]() матэрыял: Заказчык паставіў сталёвую вось 3.6 "(91 мм)
матэрыял: Заказчык паставіў сталёвую вось 3.6 "(91 мм)
Тэмпература: 662 зф (350 ° С)
частата: 121 кГц
Абсталяванне: DW-HF-45kW 50-150 кГц індукцыйная сістэма нагрэву абсталяваны дыстанцыйнай цеплавой станцыяй, якая змяшчае восем паралельна паслядоўных кандэнсатараў 1.0 мкФ
- Унутраная расточка адной пазіцыі шпулька індукцыйнага нагрэву распрацаваны і створаны спецыяльна для гэтага прыкладання.
 Працэс індукцыйнага падагрэву: Сталёвы мост быў афарбаваны фарбай, якая паказвае тэмпературу, і да дэталі была прымацавана тэрмапара. Індукцыйная шпулька ацяплення была размешчана ўнутры сталёвай моста і была ўключана крыніца харчавання. Такі падыход дазволіў нагрэць зварачную лінію да тэмпературы 662 ° C на працягу пяці секунд, як пажадаў кліент. Блок харчавання можна запраграмаваць на адключэнне праз патрэбны час нагрэву - у гэтым выпадку пяць секунд. Затым шпульку можна перамясціць на другую лінію зваркі і на трэцюю лінію зваркі.
Працэс індукцыйнага падагрэву: Сталёвы мост быў афарбаваны фарбай, якая паказвае тэмпературу, і да дэталі была прымацавана тэрмапара. Індукцыйная шпулька ацяплення была размешчана ўнутры сталёвай моста і была ўключана крыніца харчавання. Такі падыход дазволіў нагрэць зварачную лінію да тэмпературы 662 ° C на працягу пяці секунд, як пажадаў кліент. Блок харчавання можна запраграмаваць на адключэнне праз патрэбны час нагрэву - у гэтым выпадку пяць секунд. Затым шпульку можна перамясціць на другую лінію зваркі і на трэцюю лінію зваркі.
Працэс вынікаў / пераваг: Калі шпулька знаходзіцца ўнутры восі, яна не перашкаджае, і яе можна лёгка перанесці на наступную лінію зваркі
- Хуткасць: індукцыя і прапанаваны працэс дазваляюць нагрэць зварачныя лініі да тэмпературы ў межах зададзенай
час
- Бясплатнае лабараторнае тэсціраванне: гэта новы праект для кліента, і тэставанне HLQ Lab Service Request дазволіла кліенту
праверыць іх прымяненне і быў распрацаваны інавацыйны падыход




