
Партатыўны послесварочное Ацяпленне Лячэнне сістэма з асінхронным
Асноўнае прымяненне:
l Папярэдні нагрэў: награванне зваркай, нанясенне пакрыцця, распыленне, згінанне, падганянне і прыстасаванне цяпла
l Тэрмаапрацоўка пасля зваркі: ёмістасць, кацельня, трубаправод, сталёвы ліст альбо іншыя металічныя работы
l InductionHeat: награванне цвілі, судна, цынкавая ванна, вялікія і няправільныя металічныя дэталі
l Цяпло матэрыялу трубаправода: нафтаправод, газ, трубаправод, вада, нафтахімічная трубаправоды і іншыя матэрыялы трубаправодаў
Асноўныя рысы:
* Высокая хуткасць: 70%
* Нізкая талерантнасць
* Энергазберажэнне
* Высокая эфектыўнасць
* Дакладны нагрэў
* Простае кіраванне
* Бескантактавае ацяпленне
* Ахова навакольнага асяроддзя
* Абставіны пераахаладжэння
* Паветранае астуджэнне падыходзіць для нізкатэмпературных умоў
* Індукцыйны нагрэў больш раўнамерны, чым нафтавы, газавы, полымяны 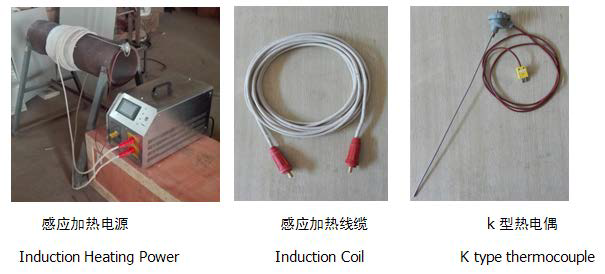
| MYD-20KW | MYD-10KW | |
| уваходнае напружанне | 3 * 380V, 50 / 60Hz, 4 Правады | |
| Уваходны ток | 1 ~ 30A | 1 ~ 15A |
| Выхадны ток | 0 ~ 300A | 0 ~ 200A |
| Выходная магутнасць | 1 ~ 20KW | 1 ~ 10KW, Макс 15KW, 150% рабочы цыкл |
| выхадныя частата | 5 ~ 30KHZ | |
| тэрмапара | тып K | |
| сістэма тэмпературы | Будынак у асінхроннай машыне | |
| ацяпленне Тэмпература | Max800 ℃ | Max500 ℃ |
| памер | 700 х 330 х 410 мм | 650 х 310 х 410 мм |
| вага | 32kg | 26 кг |
| Індукцыйны нагрэў шпулька | ||
| Даўжыня | 10 ~ 20 M | |
| дыяметр | 15 мм | |
| рабочая тэмпература | -30 ~ 45 ℃ | |
| трубаправодны Памер | ОД: 50 ~ 500mm або эквівалент | |

