пайка медзі з нержавеючай сталі
Апісанне
Мэта
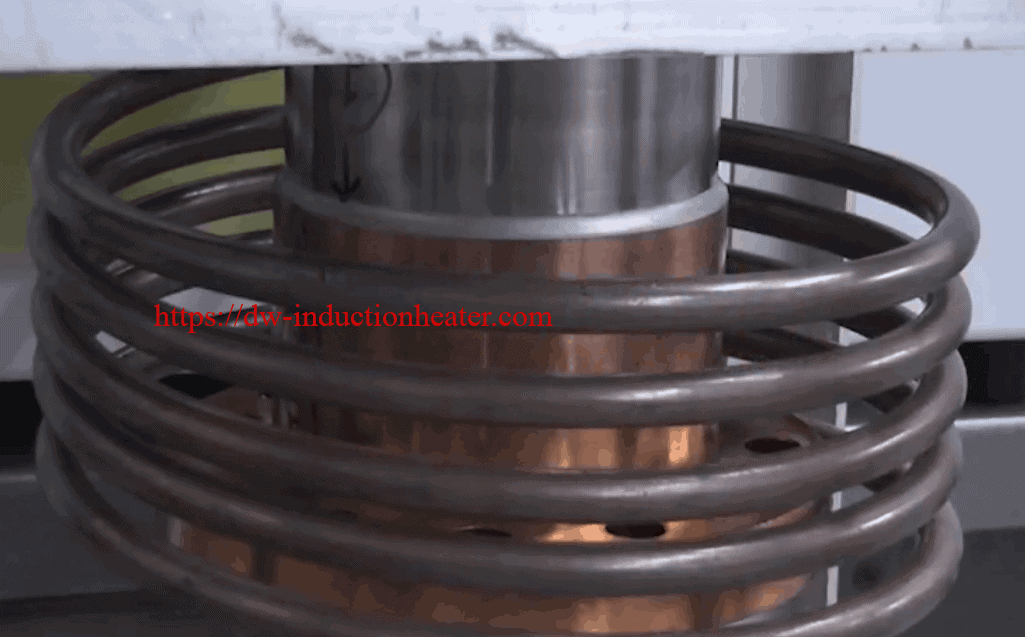
Медная труба індукцыйнага паяння з трубой з нержавеючай сталі. Крыягенныя помпы і корпусы.

Абсталяванне
DW-HF-15kw / 25KW / 45KW індукцыйнае ацяпляльнае абсталяванне

Тэст 1
матэрыялы
Крыягенныя помпы і корпусы - медная шапачка (2 "(25.4 мм) OD, 3" (76.2 мм) даўжынёй, 0.15 "(3.81 мм) таўшчынёй, сядзіць на вале з нержавеючай сталі 1.4" (3.81 мм) глыбінёй), валам з нержавеючай сталі (1.7 "(43.18 мм) OD, даўжыня 6" (152.4 мм) і прымацоўваецца да большай масы, калі яна сканчаецца, таўшчынёй 0.1 "(2.54 мм).)
Магутнасць: 25 кВт
Тэмпература: 1145 ° F + (618 ° C)
Час: Да 40 секунд

Тэст 2
матэрыялы
Крыягенныя помпы і корпусы - медны рукаў (3.6 "(91.44 мм) OD, 0.1" (2.54 мм) таўшчынёй сценкі, 2.7 "(68.5 мм) у вышыню, 3.8" (96.52 мм) вусны OD на дне, што складае 0.6 "( 15.2 мм вышынёй з таўшчынёй прыблізна 0.85 "(21.5 мм), частка з губой 3.14" (79.7 мм) вышынёй, вал SS сядзіць 2.66 "(67.5 мм) глыбінёй), вал SS (3.4" (86.3 мм) OD, 3.2 ”(81.2 мм) ідэнтыфікатар, вышынёй больш за 7.5” (190.5 мм), на адным канцы мацуецца меншая вечка і вал, а другі - большае 8 ”(203.2 мм) падстава)
Магутнасць: 16.06 кВт
Тэмпература: 1145 ° F + (618 ° C)
Час: Ад 1 хвіліны 30 секунд да 3 хвілін
Тэст 3
матэрыялы
Крыягенныя помпы і корпусы - медная гільза (3.5 "(88.9 мм) OD, 0.1" (2.54 мм) таўшчынёй сценкі, 2.1 "(53.3 мм) у вышыню, 5.3" (134.6 мм) вусны OD на дне, што 0.74 "( Вышыня 18.7 мм, таўшчыня прыблізна 1 "(25.4 мм), дэталь з губой вышынёй 2.8" (71.1 мм), вал з нержавеючай сталі сядзіць 2.66 "(67.5 мм) глыбінёй), вал з нержавеючай сталі (3.35" (85.0 мм) OD, 3.2 ”(81.2 мм) ID, вышынёй больш за 7.5” (190.5 мм), з меншым вечкам і валам, прымацаванымі на адным канцы, і большым 5.5 ”(139.7 мм) падставай на другім)
Магутнасць: 9.09 кВт
Тэмпература: 1145 ° F + (618 ° C)
Час: прыблізна ад 20 да 30 секунд

Тэст 4
матэрыялы
Крыягенныя помпы і корпусы - медны каўпак (2.7 "(68.5 мм) OD, 2.85" (72.3 мм) у вышыню, 0.6 "(15.2 мм) сценка, размешчаны на вале з нержавеючай сталі глыбінёй 1.4" (35.5 мм), вал з нержавеючай сталі ( 1.54 "(39.1 мм) OD, таўшчыня сценкі 0.9" (22.8 мм), 6.5 "(165.1 мм) у вышыню і прымацоўваецца да большай масы, калі яна заканчваецца). Дадатковы каўпачок з нержавеючай сталі з іншага боку катла, 2.44" (61.9 мм) ) ПУ, вышынёй 0.8 мм (20.3 ") і больш, 0.88 мм (22.35") сцяблом наверсе, вышынёй 1.4 мм (35.5 ") з ідэнтыфікатарам 0.66" (16.7 мм)
Магутнасць: 14 кВт
Тэмпература: 1145 ° F + (618 ° C)
Час: 1 хвіліна 50 секунд

Вынікі і высновы:
Тэст 1: Выпрабаванне пачалося са значна меншай магутнасцю і павялічылася да 25 кВт праз 15 секунд. Індукцыйны пай быў паспяховым.
Рэкамендуецца выкарыстоўваць больш жорсткую шпульку, якая абкручвае толькі палову меднага каўпачка. Гэта сканцэнтравала б цяпло толькі там, дзе знаходзіцца сплаў, і павінна скараціць час цяпла.
Тэст 2: Тэст быў праведзены з вялікім змеявіком з-за праблем з афармленнем, створаных губой на дэталі. Прыблізны час поўнага цыкла складае ад 20 да 30 секунд. Больш нізкая частата здавалася карыснай для прымянення, прымушаючы поле пранікаць глыбей за медзь і ў саму сталь, што прыводзіла да больш хуткага нагрэву.
Тэст 3: Выпрабаванне было зроблена з 14 кВт, каб імітаваць часовы цыкл, неабходны для нашага DW-HF-15KW індукцыйная сістэма нагрэву. Гэтая частка запатрабуе самага доўгага цяпла з-за масы медзі. Час нагрэву можна скараціць, выкарыстоўваючы большы блок харчавання.
Час нагрэву для ўсіх выпрабаванняў можна палепшыць шляхам аптымізацыі індукцыйныя награвальныя шпулькі для канкрэтных дэталяў і паніжаючы частату. Настойліва рэкамендуецца рэгулятар тэмпературы і пірометр, каб пераканацца, што дэталі не пашкоджаны, калі ідзе індукцыйная сістэма. Калі выкарыстоўваецца індукцыйная ацяпляльная сістэма магутнасцю 15 кВт, рэгулятар тэмпературы і пірометр усё ж рэкамендуюцца, але рызыка пашкоджання часткі памяншаецца.




