Індукцыйны нагрэў фармовачнай Катетер Савет з IGBT ацяпляльных высокачашчынныя
Мэта Нагрэць сталёвую апраўку з вадзяным астуджэннем да тэмпературы 700 ° C (371 ° F), каб сфармаваць высакаякасны тэфлонавы наканечнік катетера.
Матэрыял Тефлон катетер трубка, апраўка ў зборы
Тэмпература 600-700 ° F (315-371ºC)
Частата 376 кГц
Абсталяванне • Індукцыйная сістэма ацяплення DW-UHF-6 кВт, абсталяваная выдаленай рабочай галоўкай, якая змяшчае адзін кандэнсатар 0.66 мкФ.
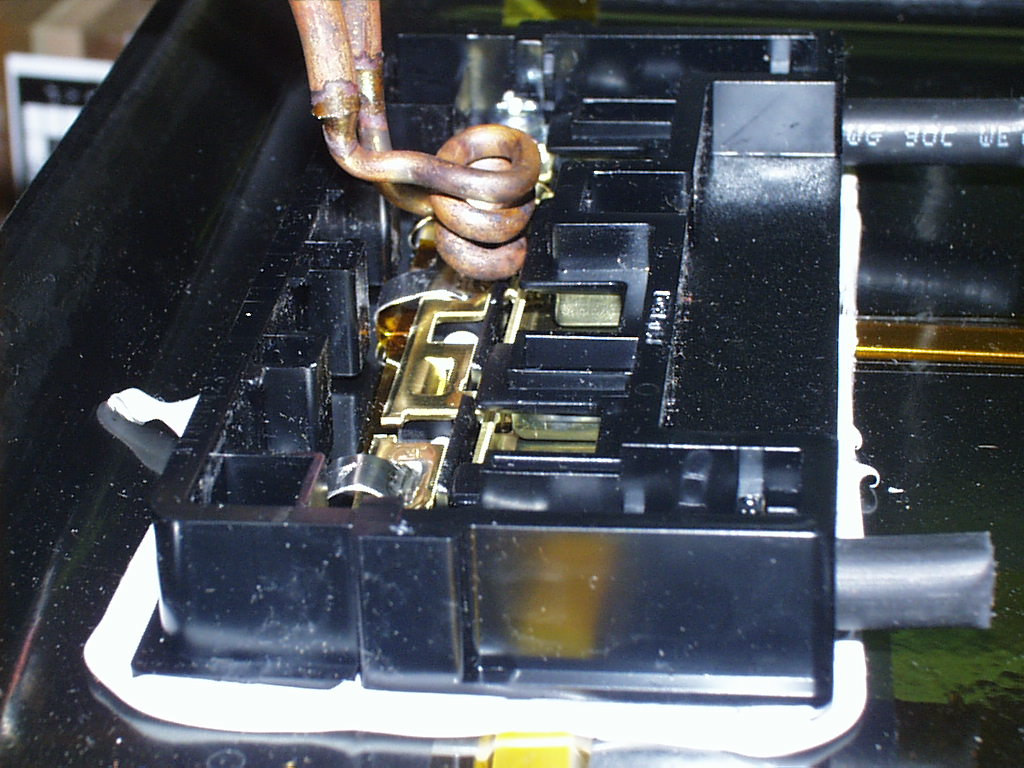
• Індукцыйная шпулька ацяплення, распрацаваная і распрацаваная спецыяльна для гэтага прымянення.
Працэс Катушка з двума абаротамі выкарыстоўваецца для нагрэву сталёвай апраўкі да 660 ° C за 371 секунды. Для фарміравання наканечніка катетера ўжываецца сіла ВЧ, у той час як катетар знаходзіцца над апраўкай. Затым цюбінг насунуты на апраўку, утвараючы нязменны роўны кончык.
Вынікі / Перавагі індукцыйнага нагрэву забяспечвае:
• Дакладнае, паўтараныя прымяненне цяпла
• Бескантактавае ацяпленне
• Скарачэнне часу цыкла